
Ультразвуковой сканер AUT
 Поставляется в минимальные сроки
Поставляется в минимальные сроки
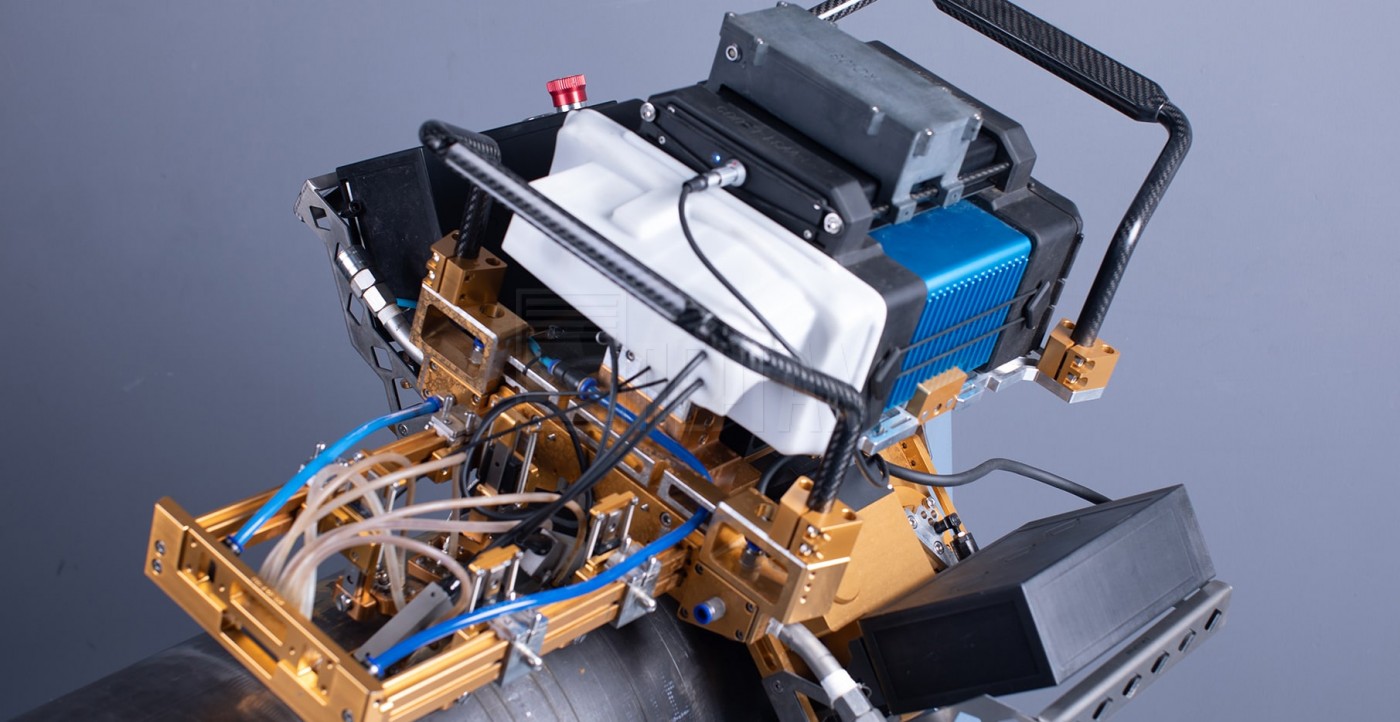

УЗК сканер для контроля кольцевых сварных швов нефте- и газопроводов
Сварные швы — это самое слабое место в технологическом цикле строительства трубопроводов. Кольцевые сварные швы выполняются на местах с использованием автоматических сварочных систем. Сварные дефекты, такие как непровары и несплавления, неизбежны при стыковой сварке с использованием механизированных методов. Под воздействием эксплуатационных нагрузок дефекты могут распространяться, вызывая усталость металла и появление трещин, что может стать причиной утечки углеводородов. Сканер AUT легко находит такие дефекты.
Автоматический ультразвуковой сканер для контроля кольцевых сварных швов нефте- и газопроводов, предназначен для быстрого обследования сварных швов магистральных трубопроводов, автоматически находит наплывы, подрезы, трещины, кратеры, непровары и пористости, сквозные прожоги и трещины, посторонние включения.
Особенности
- Идеальное решение для автоматического ультразвукового контроля кольцевых сварных швов наземных и морских трубопроводов;
- Высокая точность обнаружения и измерения дефектов;
- Короткий цикл измерения;
- Полная беспроводная передача данных;
- Поддержка AUT+TUT и PAUT;
- Никаких шлангокабелей не требуется;
- Питание от литиевой батареи;
- Удобный и понятный интерфейс программного обеспечения;
- Сервер данных, поддерживающий удалённый анализ данных нескольких точек;
- Поддержка GPS-позиционирования.
Автоматическая сварка трубопровода и контроль сварного шва после прохода робота
Во время сварки трубопровода сварочная тележка вращается вокруг трубы во всех положениях (плоско, вертикально и вверх). Процесс сварки контролируется микрокомпьютером и механической системой с минимальным вмешательством человека и имеет преимущества хорошего качества сварки и высокой эффективности сварки (по сравнению с ручной дуговой сваркой эффективность сварки может быть увеличена в 2-5 раз). В то же время автоматическая сварка трубопроводов выдвигает более высокие требования к технологии контроля: эффективность контроля также высока, процесс контроля и его результаты менее подвержены искусственному влиянию, а результаты контроля всегда с высокой повторяемостью, автоматический контроль сварных швов при помощи УЗК-сканера AUT быстрее и точнее.
Автоматический ультразвуковой контроль
Это технология контроля, которая проводится методом сканирования зоны с фазированной решеткой и TOFD. Высота дискриминации в этом методе обычно составляет 1-3 мм, и каждая отдельная зона сварного шва контролируется с помощью определенного ультразвукового луча. Результат отображается в виде ленточной диаграммы и B-скана на компьютере.
Преимущества автоматической системы контроля сварных швов
- Быстрая настройка под разные диаметры труб, автоматический контроль качества сварных швов;
- Беспроводное управление и высокая скорость сканирования;
- Всё делает робот, меньше вмешательства со стороны человека, исключается человеческий фактор;
- Быстрое создание отчётов с указанием места и фото дефектов сварных швов;
- Поддержка FMC (полноматричный захват) для повышения точности обнаружения дефектов;
- Улучшение процесса сварки на основе результатов контроля и сокращение повторной обработки сварного шва;
- Целостность сварного шва подтверждается анализом механики разрушения, именуемым инженернокритической оценкой (ECA);
- Отображение результатов испытаний в режиме реального времени;
- Быстро подтвердите местоположение и тип дефекта;
- Анализ данных в режиме реального времени.
Беспроводное управление
Система AUT питается от литиевой батареи, сканирующее устройство не имеет никаких кабелей в конструкции, это очень удобно в полевых условиях. Все рабочие функции и передача данных осуществляются по беспроводной связи. Система поддерживает беспроводную передачу на большие расстояния, защиту от помех, непрерывную передачу данных после перебоев питания и распределённое комбинированное управление несколькими устройствами. Управление движением системы разделено на программное управление и управление с помощью ручного контроллера. Функция программного управления интегрирована в основной интерфейс сбора данных. Пульт управления также работает в беспроводном режиме. Каждая система поддерживает одновременно 2 беспроводных ручных контроллера. Оператор оборудования и оператор программного обеспечения регулируют положение оборудования на трубопроводе или калибровочном испытательном блоке.
Модуль сбора данных 64/128

- Модуль сбора данных 64:128 предоставляет до 64 каналов фокусировки и 128 P/R для различных комбинаций ФР и традиционных ультразвуковых ПЭП;
- Ультразвуковые фазированные решетки общего назначения, соответствующие международным стандартам, таким как EN_12668 и BS7706;
- Оборудование компактное, гибкое, прочное и весит меньше 5 кг;
- Полностью закрытый ультразвуковой блок без внешнего вентилятора - уникальная воздушная кювета для поддержания внутренней температуры;
- С функциями обычного ультразвука, фазированной решетки и сбора данных FMC;
- Легко масштабируется: с помощью уникальной технологии MPL можно подключить до 8 устройств, чтобы сформировать до 1024 каналов с фазированной решеткой;
- Максимальное напряжение до 200 В;
- Высокоскоростная передача данных 120 МБ/сек;
Держатель датчика PA+TOFD

На диск зонда можно одновременно установить пару зондов TOFD и пару зондов с фазированной решеткой для одновременной работы. Устройство регулировки расстояния между зондами фиксируется с трёх сторон диска зонда, выбранный материал не ржавеет, расстояние между зондами можно точно настроить. С помощью функции расширения модуля можно выполнять обнаружение поперечных трещин и обнаружение CRA (сертификация DNV). Держатель оснащён двумя устройствами подачи воды спереди и сзади, что позволяет одновременно задействовать два водяных насоса. Имеется два устройства хранения воды, что позволяет проводить испытания в рабочих условиях без водопроводных труб.
Независимый двухприводной робот для сканирования сварных швов

Робот оснащён двумя полностью независимыми швейцарскими двигателями MAXON (производятся на том же заводе, что и приводной двигатель Mars Explorer). Оснащён двунаправленным контактором переменного тока - однорычажная двойная рукоятка. Структурированная 3D-ручка, питающаяся от литиевой батареи.
Автоматическая система подачи воды
В системе водоснабжения робота-сканера AUT используется мощный водяной насос 150 Вт, а объем воды можно свободно регулировать. Система оснащена 25-метровым шлангом и автоматическим устройством, которое после окончания инспекции автоматически сматывает шланг в инспекционный автомобиль. Это значительно экономит время работы дефектоскопистов.
Отзывы Ультразвуковой сканер AUT
Пока нет отзывов.
Обсуждение Ультразвуковой сканер AUT
Пока нет обсуждений.
Отрасли применения и теги Ультразвуковой сканер AUT





Здравствуйте! Меня зовут Игорь Любич. Я руководитель отдела «Оборудование неразрушающего контроля»
Готов ответить на все ваши вопросы по товару «Ультразвуковой сканер AUT». Напишите или позвоните мне, если вам нужна консультация или вы хотите оформить заказ
